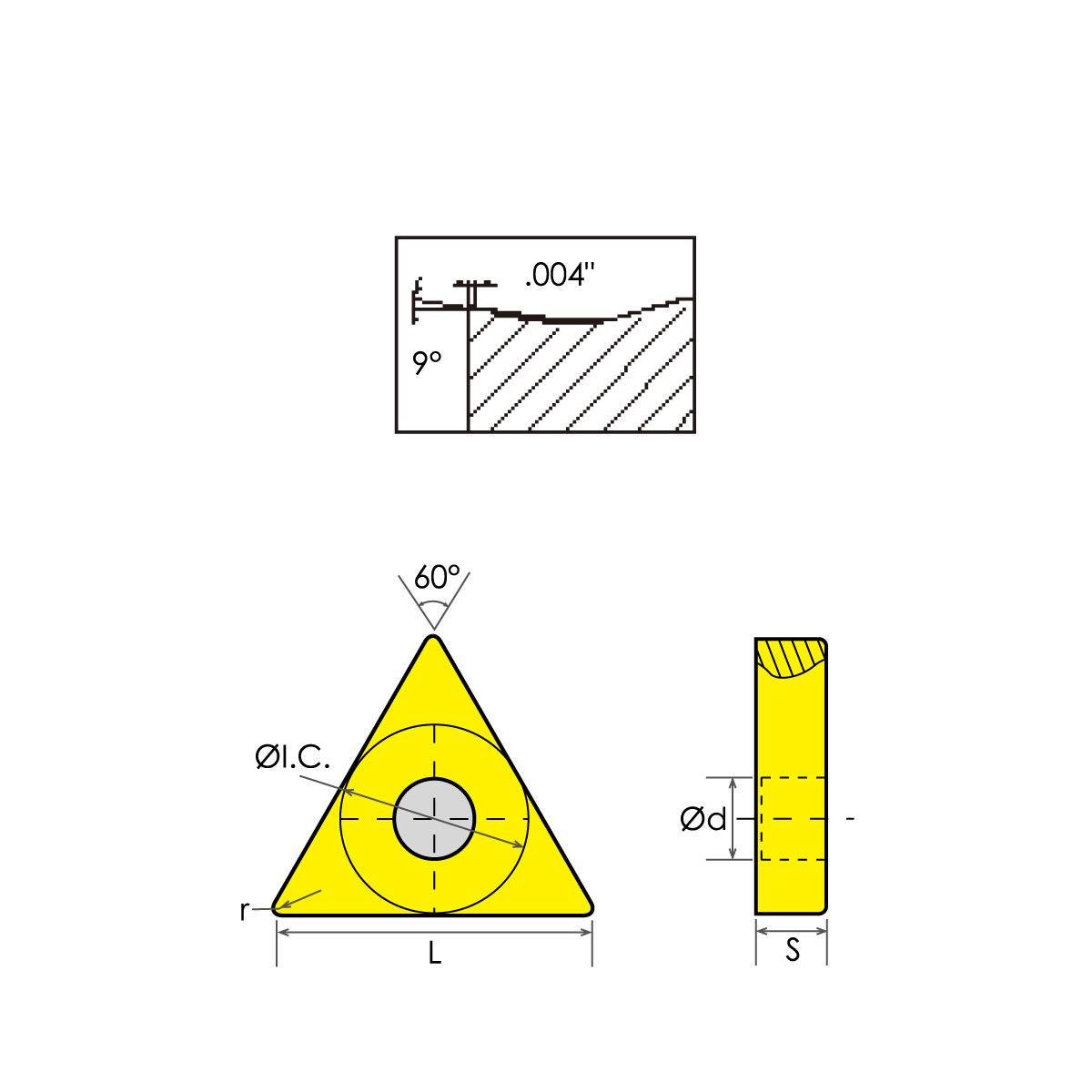
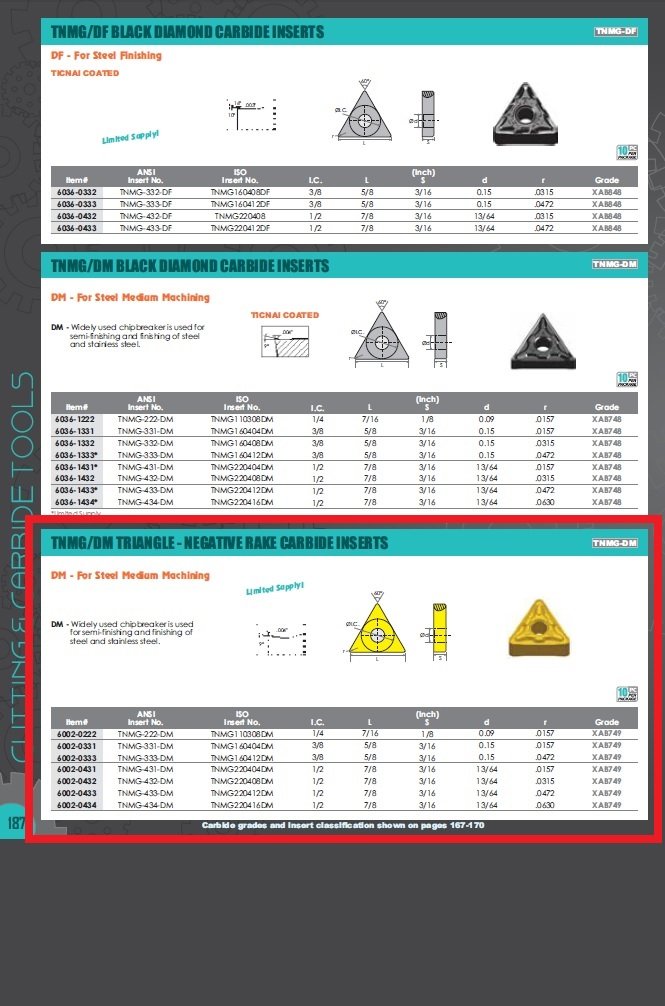
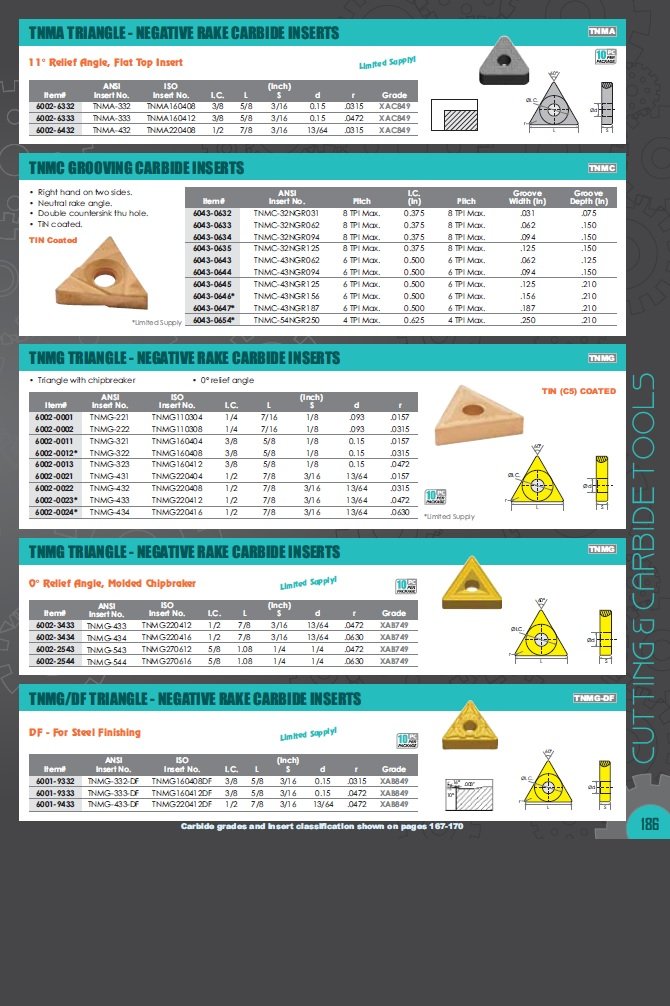
TNMG-431-DM TRIANGLE(-RAKE) IN (SKU: 6002-0431)
Reliable choice for professional results in the machine shop. Use as intended for shop work, with proper setup and safety practices.
Key benefits
- Practical, shop-ready tool for daily use.
- Designed to support consistent results when properly applied.
- A strong fit for U.S. job shops and maintenance work.
Recommended use
- Verify compatibility (size, holder type, machine capacity) before ordering.
- Use proper clamping, coolant/lubrication, and recommended cutting parameters for your material.
- For best results, start conservatively and tune speeds/feeds based on your setup rigidity.
Keywords: machining tool, machine shop tooling, industrial tool, precision tool.