
10pc DNMG150408-RP SP8125 CVD Coated Carbide Turning Insert
The DNMG150408-RP SP8125 is the professional choice for achieving high productivity and extended tool life in demanding steel turning operations. This double-sided, negative rhombic insert combines an ultra-tough carbide substrate with an advanced coating and a highly effective chip breaker geometry.
| Specification | Value | Technical Detail |
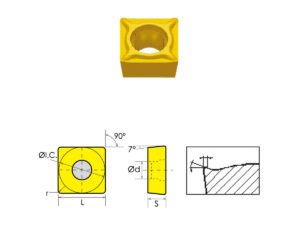
| ISO Code | DNMG 150408 | D (55° Rhombic), N (0° Clearance), M (M-Tolerance), G (Double-sided), 15 (Cutting Edge Length), 04 (Thickness), 08 (Nose Radius $R\epsilon = 0.8\text{ mm}$) |
| Insert Shape | 55° Rhombic | High strength and edge stability typical of negative inserts. |
| Grade (SP8125) | CVD Coated Carbide (P10-P40) | Optimized for Steel (P-Group). Combines mild Cobalt content with high cubic content for strong wearing resistance. |
| Coating | Multi-TiCN + Al${2}$O${3}$ | Thick CVD coating layers for excellent thermal insulation and chemical stability, protecting the substrate from heat and crater wear. Black finish. |
| Chip Breaker (RP) | Roughing/Semi-Finishing | A robust geometry typically featuring a strong, positive rake face combined with a positive land. Excellent for chip control in heavy cuts, intermittent cutting, and scale removal. |
| Application Range | Semi-Finishing to Roughing | Priority for general machining to heavy intermittent cutting of steel. |
Key Benefits for the User
- Extended Tool Life in Steel: The advanced SP8125 grade, with its thick Multi-TiCN + Al${2}$O${3}$ CVD coating, provides exceptional wear and heat resistance, dramatically reducing insert changes.
- Superior Chip Control: The RP chip breaker is engineered for roughing and semi-finishing, effectively managing chips in deep cuts and interrupted machining, preventing chip jams and surface scratching.
- High Reliability for Interrupted Cuts: The tough carbide substrate and negative geometry ensure a robust cutting edge, making this insert highly reliable for machining through scale, forgings, or parts with uneven surfaces.
- Cost-Effective Machining: As a double-sided negative insert (DNMG), it offers four usable cutting edges, maximizing cost-per-edge economy and reducing inventory needs.
Recommendations for Use
| Parameter | Recommended Range | Notes |
| Workpiece Material | Carbon Steel, Alloy Steel (P-Group) | Optimal performance in ISO P materials. |
| Depth of Cut ($a_p$) | $1.0\text{ mm}$ to $6.0\text{ mm}$ (Check specific parameters) | Ideal for medium to heavy chip loads typical of semi-finishing and roughing. |
| Feed Rate ($f$) | $0.25\text{ mm/rev}$ to $0.50\text{ mm/rev}$ (Check specific parameters) | Use higher feeds within the range for optimal chip breaking with the RP geometry. |
| Cutting Speed ($V_c$) | Moderate to High (Adjust based on $a_p$ and $f$) | Consult the grade chart for the specific SP8125 optimal speed for your material hardness. |
| Cutting Condition | Stable to Intermittent | Excellent choice for general and unstable cutting conditions. |
5 Possible FAQs (Frequently Asked Questions)
1. What materials is the SP8125 grade best suited for?
The SP8125 grade is a premium CVD coated carbide designed primarily for steel (ISO P materials), covering a wide range from P10 (lighter load) to P40 (heavy/interrupted cutting).
2. What does the “RP” in the chip breaker designation signify?
The RP stands for Roughing/Profiling (or simply Roughing), indicating a robust chip breaker geometry designed to handle high feed rates, large depths of cut, and intermittent cutting while ensuring effective chip evacuation.
3. Is this a positive or negative insert?
The “N” in DNMG indicates a Negative rake angle and clearance. Negative inserts offer greater strength and more cutting edges (4 in this double-sided design) but require more cutting force than positive inserts.
4. What is the 0.8 mm nose radius best used for?
The 0.8 mm nose radius (Rϵ=0.8) provides a good balance. It is large enough to dissipate heat and handle higher feed rates during roughing, yet small enough to offer a reasonable surface finish during semi-finishing.
5. Can I use this insert for stainless steel or cast iron?
While its primary application is steel (P-Group), the robust geometry and coating may allow it to be used as a secondary option for certain types of Cast Iron (K-Group) under stable conditions. It is generally not the first choice for stainless steel (M-Group).


Reviews
There are no reviews yet.