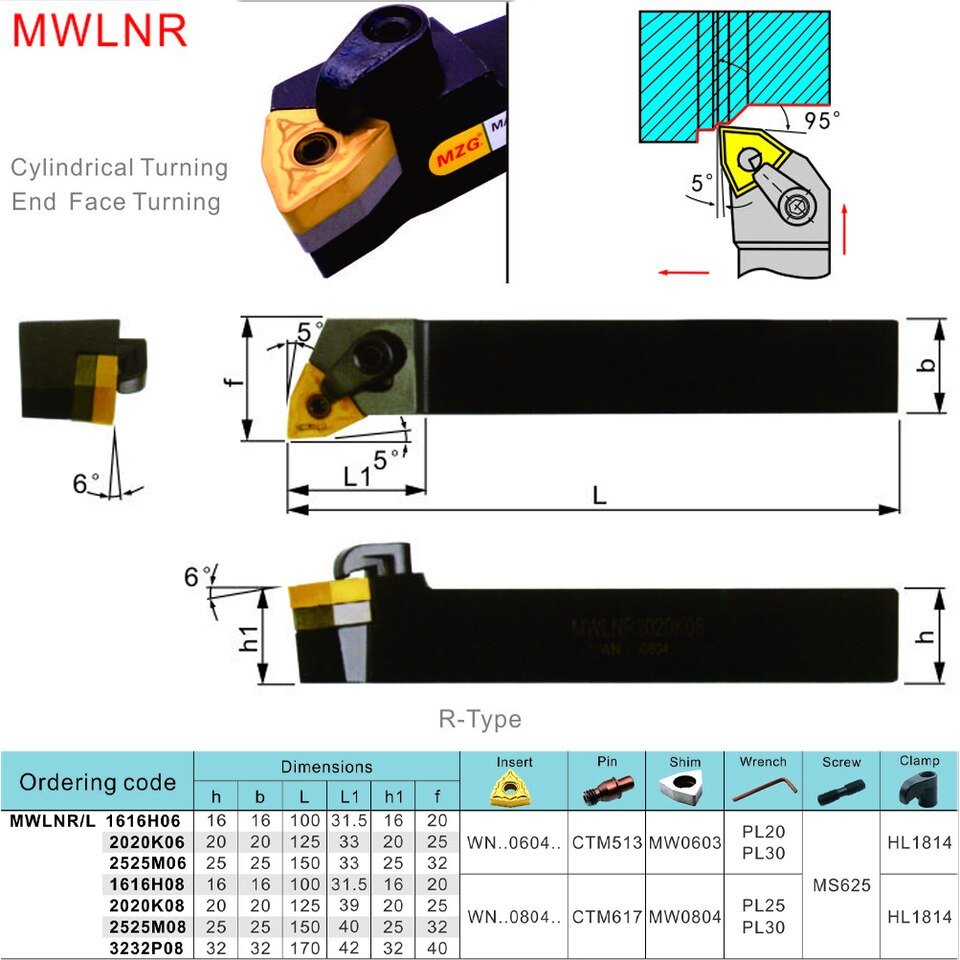




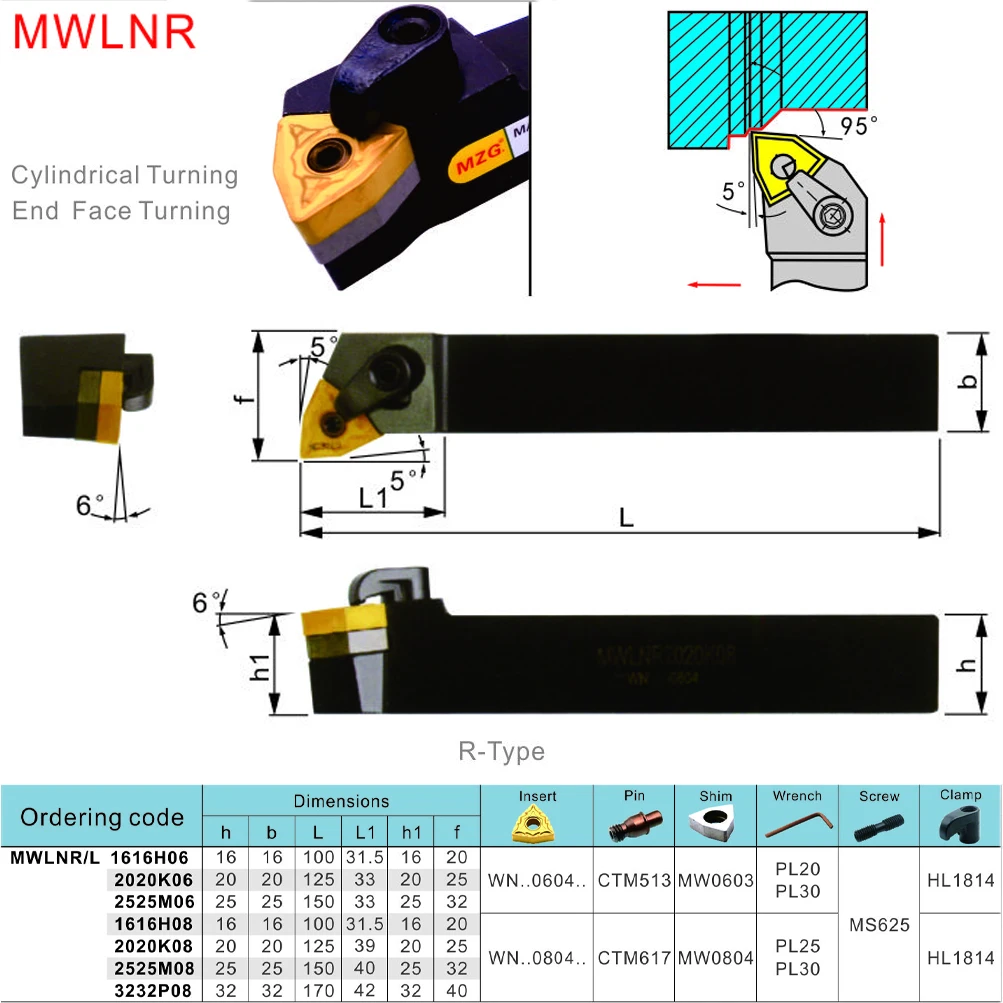
MWLNR/MWLNL Indexable Tool Holder for WNMG Carbide Insert
The MWLNR/MWLNL indexable tool holder is a precision tool used for metal turning operations on lathes or turning machines. It is designed to hold indexable inserts that are used for cutting, shaping, and finishing metal workpieces. The MWLNR/MWLNL tool holder is made from high-quality steel material, ensuring durability and long life used.
he tool holder also features a chip breaker, which helps to break up chips produced during the cutting process and prevent them from interfering with the cutting action.
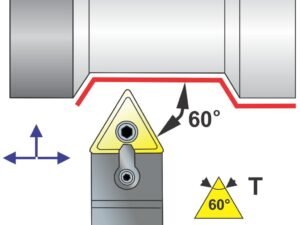
The MWLNR/MWLNL indexable tool holder is available in both left-hand and right-hand versions, allowing it to be used for both external and internal turning operations. The tool holder can accommodate a variety of different insert shapes and sizes, allowing for greater flexibility in the types of operations that can be performed.
One of the key benefits of the MWLNR/MWLNL indexable tool holder is its ability to facilitate quick and easy tool changes. By simply loosening the clamping screw, the insert can be removed and replaced with a new one, allowing for efficient use of time and resources in metalworking operations.
Overall, the MWLNR/MWLNL indexable tool holder is a reliable and versatile tool that can be used for a wide range of metal turning operations. Its sturdy construction and easy-to-use design make it a popular choice among machinists and metalworkers.

1.MZG Turning Tools Item Specifics
MZG Turning Tools Specification Parameter

2.MZG Turning Tool Product Photo


3.MZG Turning Tool Packing Info
Turning Tool Packing Info



4.MZG Turning Tool Parameter
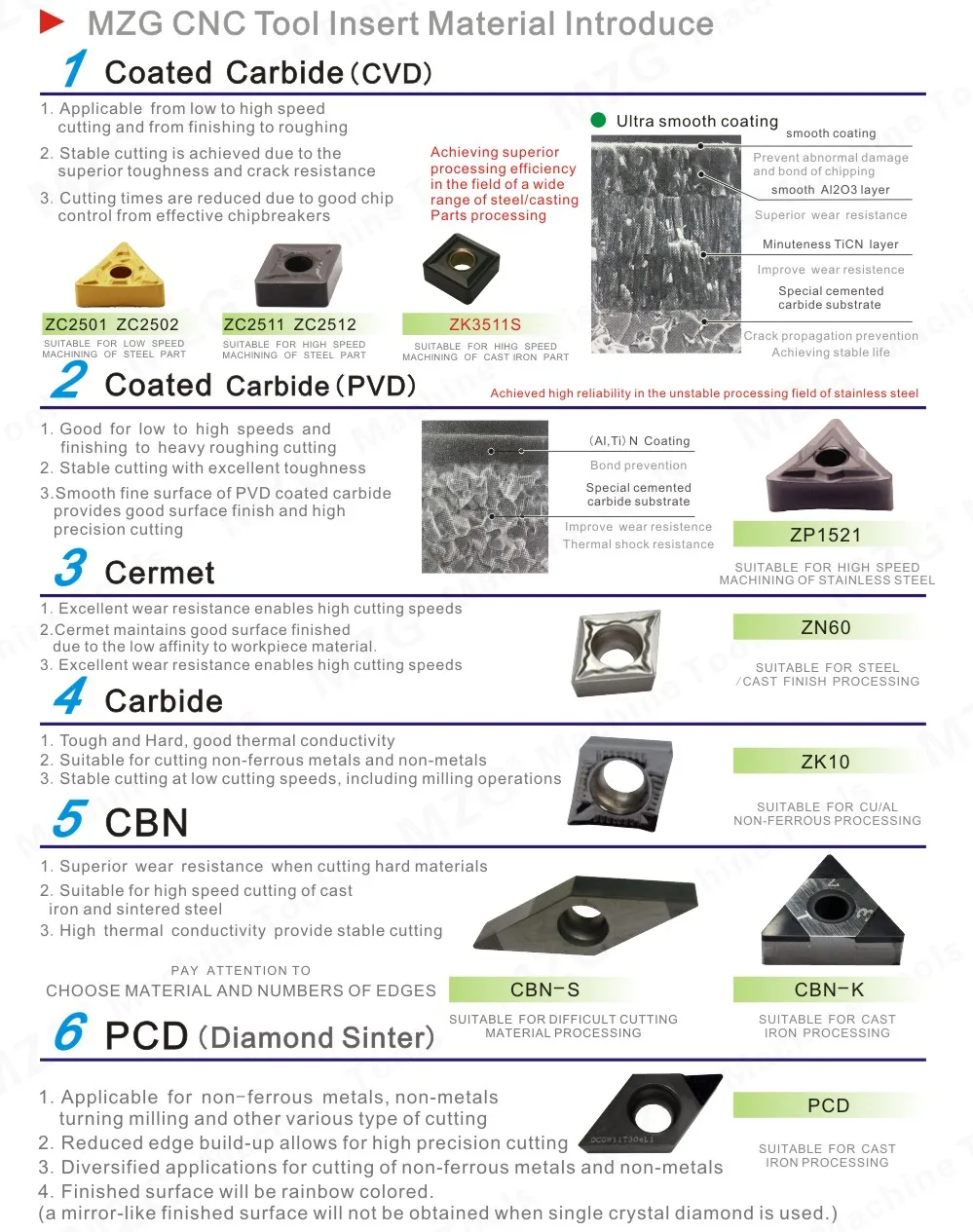
 CNC Tool Insert Material Introduce
CNC Tool Insert Material Introduce
1.Coated Carbide(CVD)
- Applicable from low to high speed cutting and from finishing to roughin.
- Stable cutting is achieved due to the superior toughness and crack resistance.
- Cutting times are reduced due to good chip control from effective chipbreakers.
Achieving superior processing efficiency in the field of a wide range of steel/casting Parts processing.
ZC2501 ZC2502: suitable for low speed machining of steel part
ZC2511 ZC2512: suitable for high speed machining of steel part
ZK3511S: suitable for hihg speed machining of cast iron part
2.Coated Carbide(PVD)
- Good for low to high speeds and finishing to heavy roughing cutting.
- Stable cutting with excellent toughness.
- Smooth fine surface of PVD coated carbide provides good surface finish and high.
Achieved high reliability in the unstable processing field of stainless steel
ZP1521: suitable for high speed machining of stainless steel
3.Cermet
- Excellent wear resistance enables high cutting speeds
- Cermet maintains good surface finished due to the low affinity to workpiece material.
- Excellent wear resistance enables high cutting speeds.
ZN60: suitable for steel/cast finish processing
4.Carbide
- Tough and Hard, good thermal conductivity
- Suitable for cutting non-ferrous metals and non-metals
- Stable cutting at low cutting speeds, including milling operations
ZK10: suitable for Cutting Aluminum Al non-ferrous processing
5.CBN
- Superior wear resistance when cutting hard materials
- Suitable for high speed cutting of cast iron and sintered steel
- High thermal conductivity provide stable cutting
CBN-S: suitable for difficult cutting material processing
CBN-K: suitable for cast iron processing
6.PCD (Diamond Sinter)
- Applicable for non-ferrous metals, non-metals turning milling and other various type of cutting .
- Reduced edge build-up allows for high precision cutting.
- Diversified applications for cutting of non-ferrous metals and non-metals.
- Finished surface will be rainbow colored.(a mirror-like finished surface will not be obtained when single crystal diamond is used.)
PCD: suitable for cast iron processing

5.MZG Tungsten Carbide Inserts Instruction
Safety Notes for Cutting Tool
1 Introduction
MZG has put a “caution” or a “warning” label on the package of the cutting tool products, but it is not on the tool itself.
Before using and handling any cutting tool products and cutting tool materials, be sure to read this guideline so they are used correctly.
Also, as part of your safety education,please make sure to familiarize all of your actual operators with the contents of this guideline.
2 Basis Information for Cutting Tool Materials
2-1 Technical Terms
Cutting Tool Material: Terminology for cutting tool materials,such as Cemented Carbide, Coated Carbide,Cermet, Coated Cermet,Ceramics, CBN and PCD.
Carbide Material: Cement Carbide with WC(Tungsten Carbide) as the main component.
2-2 Physical Properties
Apprearance: Depends on materials(e.g. Grey,Black,Gold,ect.)
Smell:None
Hardness:Carbide/Cermet 5~30GPaHV, Ceramic 10-40 GPaHV
CBN 20~50GPaHV,PCD 80~120 GPaHV
Sp.Gr.:Carbide 9~16, Cermet 5~9, Ceramic 2~7,CBN/PCD 3~5
2-3 Composition
Carbide, Nitride,Carbon-nitride and Oxide with W,Ti, Al, Si, Ta,B, ect. and additionally,metal such as Co, Ni, Cr,Mo are included in some cutting material.
Precaution for using cutting tool
1.General Cutting Tools
Precaution for using cutting tools
Precariousness: Direct touch to a sharp cutting edge may cause injury.
Countermeasures: When you set up tools to the machine or take tools out of the case, please wear protective gloves.
Precariousness: Misuse or inappropriate working conditions may cause tool breakage or dispersion of broken pieces.
Countermeasures:Please use safety item, such as safety glasses and protective gloves
Please use in the range of our recommended cutting condition. See our catalog or instruction manuals.
Precariousness: Excessive impact or heavy wear will increase cutting resistance and may cause tool breakage and dispersion of broken pieces.
Countermeasures: Please use safety item, such as safety glasses and protective gloves
Early exchanging tools is preferable.
Precariousness: Dispersion of heated or prolonged chips may cause injury or burn.
Countermeasures: Please use safety item, such as safety glasses and protective gloves
For chips removal, please stop the machine beforehand and use safety items, such as safety glasses and protectives gloves.
Precariousness: Tools and materials reach high temperatures during cutting operation. Direct touch to the tools and materials shortly after cutting may cause burn.
Countermeasures:Please use safety item, such as safety glasses and protective gloves
Precariousness: Sparks, generation of heat or chips in high temperature during operation may cause file.
Countermeasures: Please do not operate around Hazardous zone, in which there is some possibility of fire or explosion.
In case of using oil-coolant, please make sure there is sufficient fire-protection equipment.
Precariousness: Lack of dynamic balance during high-speed revolutions leads to vibrations which can make the tool break.
Countermeasures: Please use safety item, such as safety glasses and protective gloves
Please conduct test-operation before cutting, and confirm that there is no vibration or unusual sound.
Precariousness: Direct touch to the burs which were generated on the rough surface of the workpiece may cause injury.
Countermeasures: Do not touch the workpiece with bare hand.
2.Indexable Cutting Tools
Precariousness: If the insert or other tool parts are not installed properly, they can fall down or break which may cause injuries.
Countermeasures: Please clean up insert pockets or clamping parts before setting insert.
Please set up inserts with supplied wrench only, and confirm that the inserts or parts are clamped completely. Never use inserts or parts other than those prescribed.
Precariousness: If inserts are clamped too tightly by supplementary tools like pipe etc. inserts or body may break.
Countermeasures: Do not use aids such as pipes. Please set up using supplied wrench only.
Precariousness: When tools are used in high-speed revolution, inserts or parts may burst out of the body due to centrifugal force. When handling, please pay special handling to safety.
Countermeasures: Please use in the range of our recommended cutting condition. Accuracy and balance of machine spindle should be checked and adjusted regularly to prevent wear of the bearing due to eccentric rotation.
3.Milling Cutters and other Cutting Tools
Precariousness: Since milling cutter have sharp edged, direct contact with bare hands may cause injury
Countermeasures: Please use safety item, such as safety glasses and protective gloves
Precariousness: If a cutter lack balance, the tool can start to vibrate. The dispersion of broken piece can cause injuries.
Countermeasures: Please use in the range of our recommended cutting condition.
Accuracy and balance of machine spindle should be checked and adjusted regularly to prevent wear of the bearing due to eccentric rotation.
4.Drilling
Precariousness: When drilling a through-bore, it is possible that a disc is created during the drilling procedure that can fly out of the workpiece at a high speed.
This is very dangerous since the disc has sharp edges.
Countermeasures: Please use safety items, such as safety glasses and protective gloves. Also attach a cover on a chuck part.
5.Brazed Tools
Precariousness: Dispersion of falling down of broken inserts may cause injury.
Countermeasures:Please Check that the cutting inserts are brazed firmly before use.
Please do not use brazed tools in the condition that requires high cutting temperature.
6.Others
Precariousness: If Brazing is carried out many times, the strength of carbide insert is deteriorated and can break easily during cutting
Countermeasures: Please do not use tools that have brazed several times. The quality of the tool deteriorates.
Precariousness: The tools can only be used for the appropriate application. It may damage tools and machines.
Countermeasures: Please follow our recommended usage for the tools.



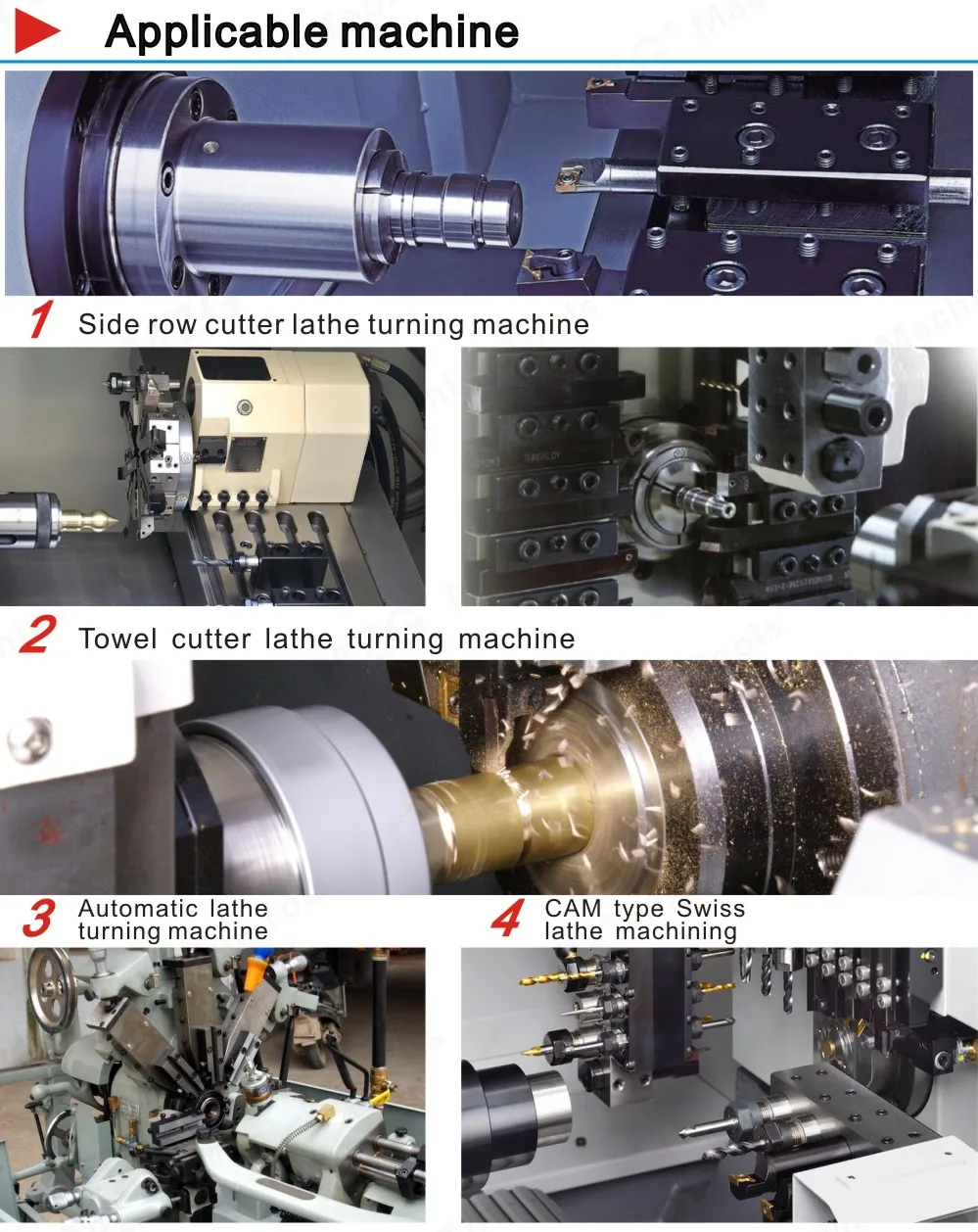
6.MZG Turning Tool Application
Application Machine:
- Side row cutter lathe turning machine
- Towel cutter lathe turning machine
- Automatic lathe turning machine
- CAM type Swiss lathe machining
- Turning Applicable machine
Processing mode and Finished product samples
- Internal Turning
- External Turning
- Grooving ,Cutting, Face cutting
- Thread Turning
- Shallow Groove Machining
- Small Hole Machining
- Turning Processing Mode