

10pc SNMA120412 SNMA 432 SK8010 CVD Coated Carbide Turning Insert (ISO K)
The SNMA120412 SK8010 is the preferred indexable insert for workshops demanding high-volume, aggressive material removal in challenging Cast Iron applications. The combination of the rugged SNMA square geometry and the highly abrasion-resistant SK8010 grade makes this insert exceptionally reliable for deep cuts and high feed rates. It is engineered for operations where the primary goal is durability and metal removal rate, rather than surface finish.
| Specification | Value | Technical Detail |
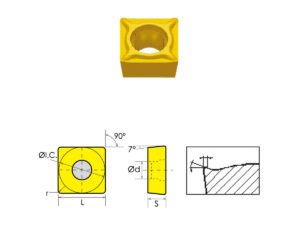
| ISO Code | SNMA 120412 | S (Square, 90°), N (0° Clearance), M (M-Tolerance), A (Flat Top/No Chipbreaker), 12 (IC Diameter), 04 (Thickness), 12 (Nose Radius R\epsilon = 1.2\text{ mm}$) |
| Insert Shape | 90° Square | Robust negative geometry, perfect for demanding roughing and heavy cuts. |
| Grade (SK8010) | CVD Coated Carbide (ISO K10-K25) | A fine-grained, hard substrate with a highly wear-resistant CVD coating. Optimized for high-speed, abrasive roughing of Cast Iron (K). |
| Coating | CVD (TiCN + Al{2}$O{3}) | Highly durable CVD coating, providing the thermal stability and flank wear resistance required for machining cast iron dry at high speeds. |
| Cutting Edges | 8 Usable Edges | The double-sided negative design offers four edges on the top face and four on the bottom face, maximizing cost-per-edge economy. |
| Application Range | Heavy Roughing / Medium Roughing | Exceptional performance in aggressive turning of Grey Cast Iron and Nodular Cast Iron, especially with large depths of cut. |
Key Benefits for the User
- Maximum Edge Strength: The negative geometry (0° clearance) and the absence of a chipbreaker (Flat Top) create the strongest possible cutting edge, making it ideal for deep, interrupted cuts.
- Extreme Economy: With 8 usable cutting edges, the SNMA design provides one of the best cost-per-edge ratios available for large-volume roughing operations.
- Specialist for Cast Iron: The SK8010 grade excels in combating the highly abrasive wear of cast iron, ensuring predictable, long tool life even at high cutting speeds.
- High Metal Removal Rate: The robust construction and $1.2\text{ mm}$ nose radius facilitate high feed rates and large depths of cut ($a_p$ up to $6\text{ mm}$), dramatically reducing machining time.
| Parameter | Recommended Range | Notes |
| Workpiece Material | Grey Cast Iron, Ductile Cast Iron (ISO K) | Primary Application. Excellent in highly abrasive materials. |
| Depth of Cut (a_p) | 2.0\text{ mm}$ to $6.0\{ mm}$ (Heavy Roughing) | Designed for deep cuts; the robust flat-top geometry handles the load. |
| Feed Rate ($f$) | 0.35\text{ mm/rev}$ to $0.70\{ mm/rev} | Higher feed rates are necessary to maximize chip control and utilize the large nose radius (R\epsilon=1.2). |
| Cutting Condition | Interrupted to Continuous | Performs exceptionally well in rough castings or components with scale/inclusions. |
| Coolant | Dry Machining Preferred | The SK8010 grade’s CVD coating is formulated to tolerate the high heat of dry machining in cast iron, prolonging tool life. |


Reviews
There are no reviews yet.